平面雙向拉伸工藝與管膜法工藝之比較
2018-10-16 20:37:54??????點擊:
|
|
|
平面雙向拉伸工藝與管膜法工藝之比較
|
|
|
|
....雙向拉伸塑料薄膜可以采用管膜拉伸法和平面雙向拉伸法兩種工藝生產,該兩種生產工藝各有特點。
|
|
|
|
|
|
|
|
|
|
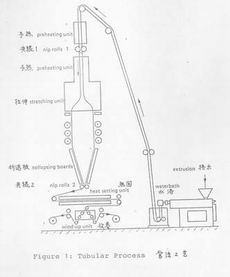
....管膜法是在吹塑泡管的同時,將薄膜進行縱、橫雙向拉伸。該法的原理是先擠出一管狀物,厚度為薄膜產品的40~50倍,然后用水浴冷卻管狀物。實際上該種方法的雙向拉伸發生在第二個氣泡形成之時,該氣泡是在第一和第二對夾棍之間,適當調整壓力狀態下形成的,縱向拉伸是以教快速度驅動第二對夾棍來達到的。該種設備相對來講較為簡易,盡管在一些專利文獻中還在推薦使用該種工藝,但實際證明該工藝存在著教多的問題。例如薄膜厚度均勻性較差,溫度不能夠精確控制,且工藝分段控制較為困難。如左圖所示為管膜法工藝。
|
|
|
|
....平面拉伸法則是將高分子聚合物的熔體或溶液首先通過狹長機頭制成片材或厚膜,然后在專用的拉伸機內,在一定的溫度和設定的速度下,同時或分布在垂直的兩個方向(縱向、橫向)上進行的拉伸,并經過適當的冷卻或熱處理或特殊的加工(電暈等)制成薄膜。該種工藝可以使薄膜的縱向及橫向機械性能均勻的加以平衡,同時也可以有意的生產出具有縱向和橫向不同性能的薄膜。
|
|
|
|
|
|
....如下表所示,為兩種工藝的優缺點比較。可以知道管膜工藝在各項比較都劣于平面拉伸工藝。
|
|
|
|
|
優點
|
缺點
|
|
管膜法工藝
|
※ 性能均勻
|
※ 收縮率低
※ 厚度均勻性差
※ 不可精確控制溫度和拉伸比
※ 低熱封溫度樹脂會有粘結問題
|
|
同步拉伸工藝
|
※ 性能均勻
※ 非接觸性拉伸
|
※ 機械復雜
※ 靈活性低
※ 生產速度低
|
|
兩步拉伸工藝
|
※ 極佳的靈活性
※ 厚度均勻良好
※ 收縮率好
|
※ 不均衡的性能
|
|
|
|
|
|